テスラは、より高いエネルギー密度を実現し、充放電速度を高める電池を開発しています。その一環で「非対称ラミネーション電極」を検討していると噂されています。
この非対称ラミネーション電極とは一体何なんでしょうか。解説します。
[ad]
非対称ラミネーション電極
Joe Tegtmeyerが最近Xに投稿したところによると、テスラは4680バッテリーセルの電極に非対称ラミネーション(asymmetric lamination)を試みており、これによりエネルギー密度が10~20%向上する見込みということです。
テスラはまた、ラミネートの片側をもう片側より厚くする非対称ラミネーションも試みている。
これら両方の変更(正極のNi比率の増加)により、テスラは2023年に当初使用される4680バッテリーの容量を、さらに10~20%の範囲で増やすことができるようになる。
Joe Tegtmeyer
ここでいう非対称ラミネーションとは何なのでしょうか。
非対称ラミネーションとは?
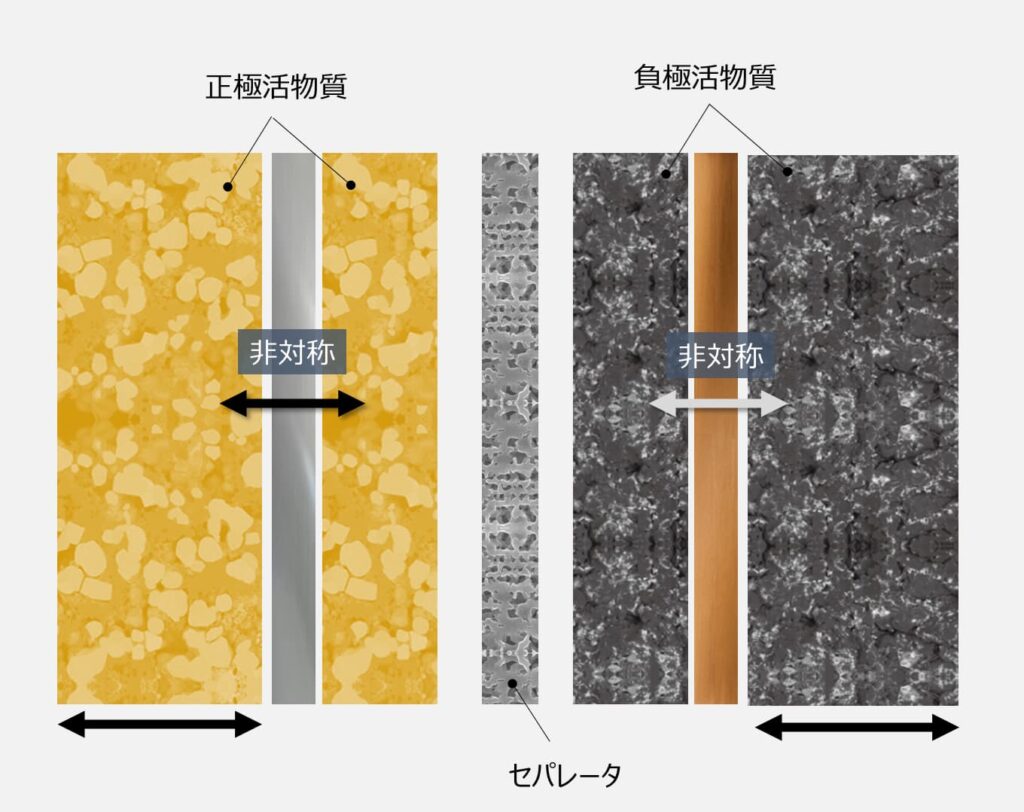
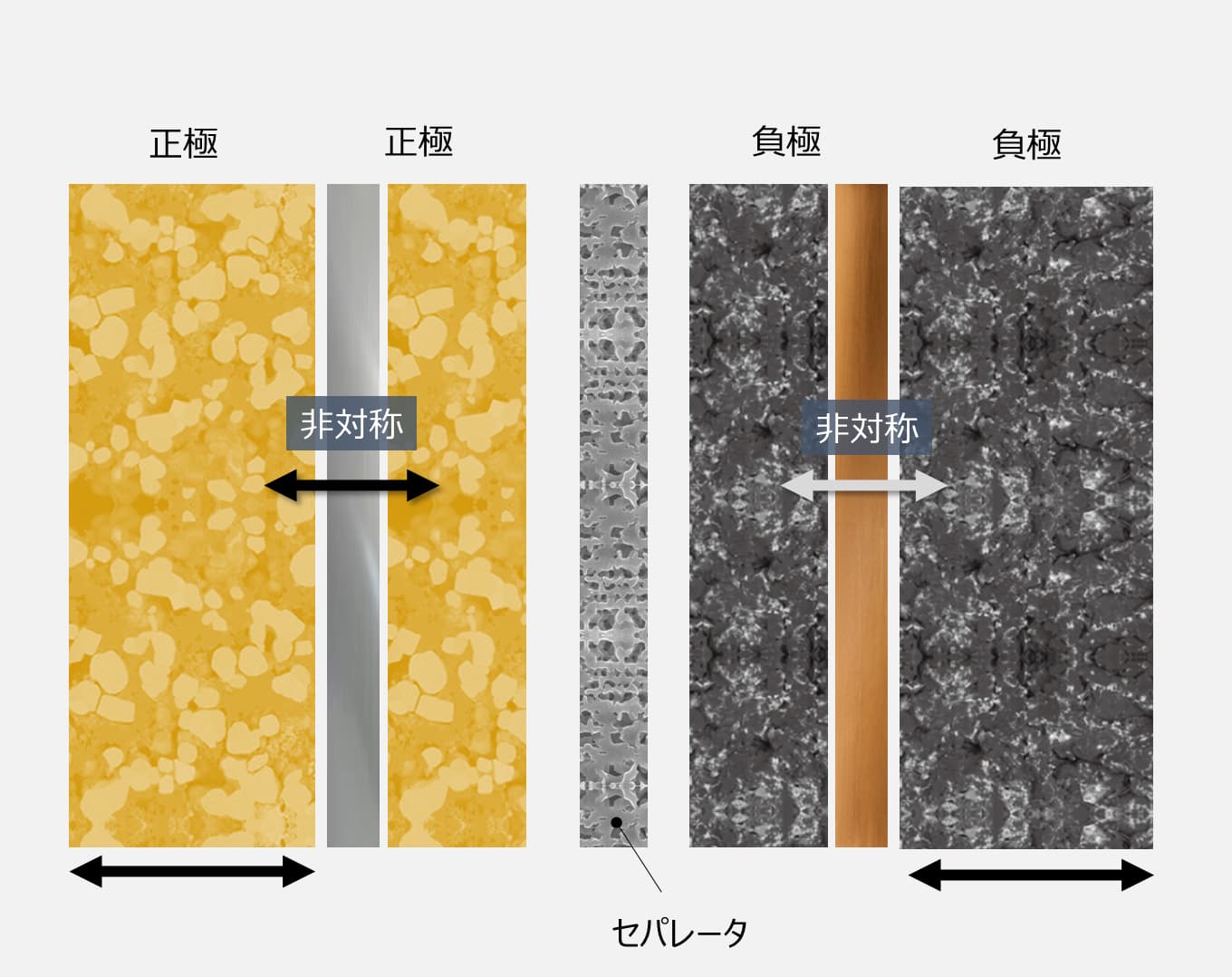
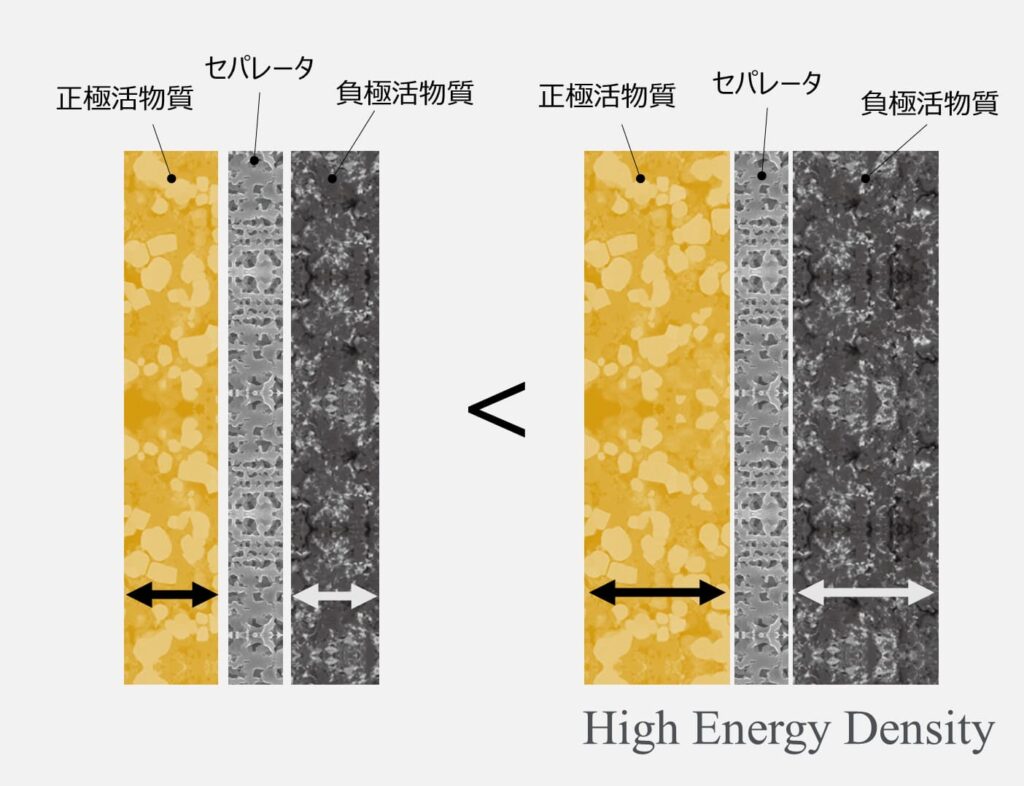
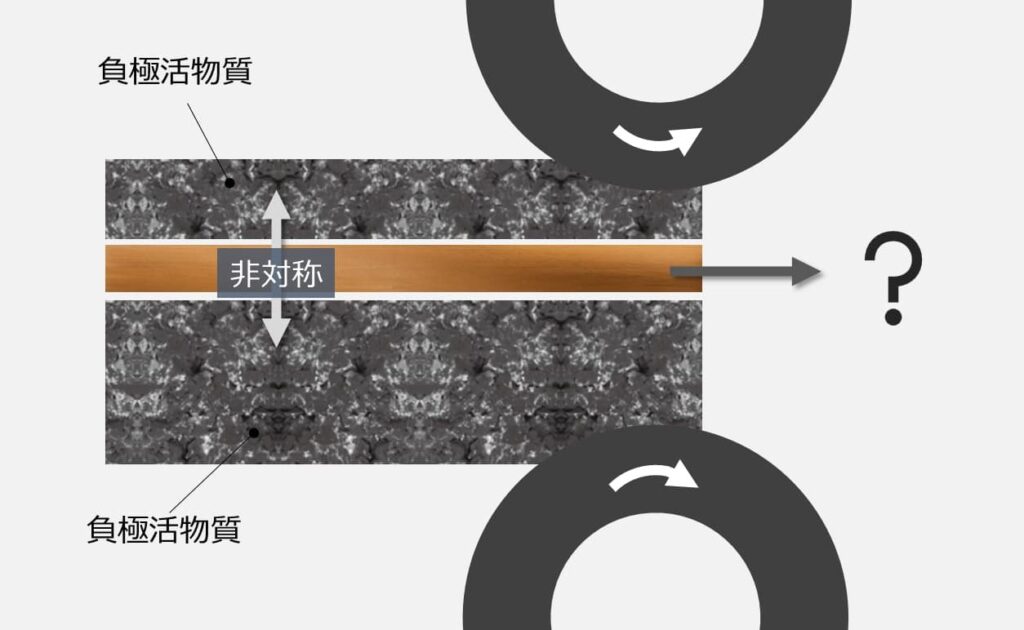
テスラが検討している「非対称ラミネーション電極」は、正極・負極の両側に塗工している活物質の厚みを調整することで、電極箔の両側にラミネートする活物質を非対称にする(片側を、もう片側より厚くする)ことです。
電極箔の片側を通常より厚く活物質でコーティングしてエネルギー密度を増加させ、もう片側を通常と同じ厚さかわずかに薄くコーティングして出力密度を増加させれば、電池セルは全体的にエネルギー密度が高くなり、同時に充放電速度も同等かそれ以上となる、というコンセプトです。
電池の構造
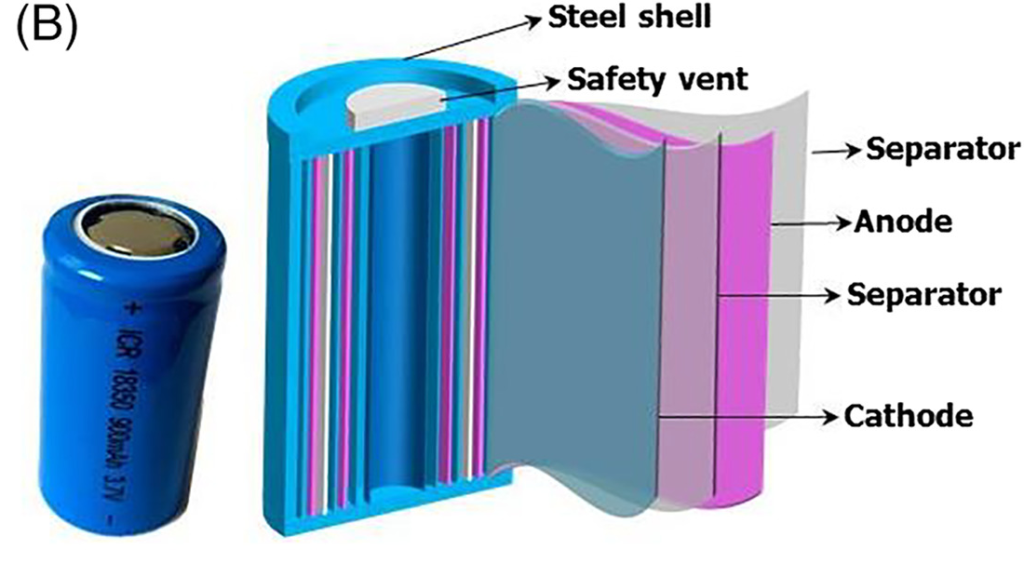
電池セルの構造に詳しくない人のために説明すると、電池はセパレータと、金属箔、活物質を何層にも重ねたシートを巻いて製造されます。これが円筒の缶に挿入され、電解液に浸されて密封されて、見慣れた円筒電池になります。
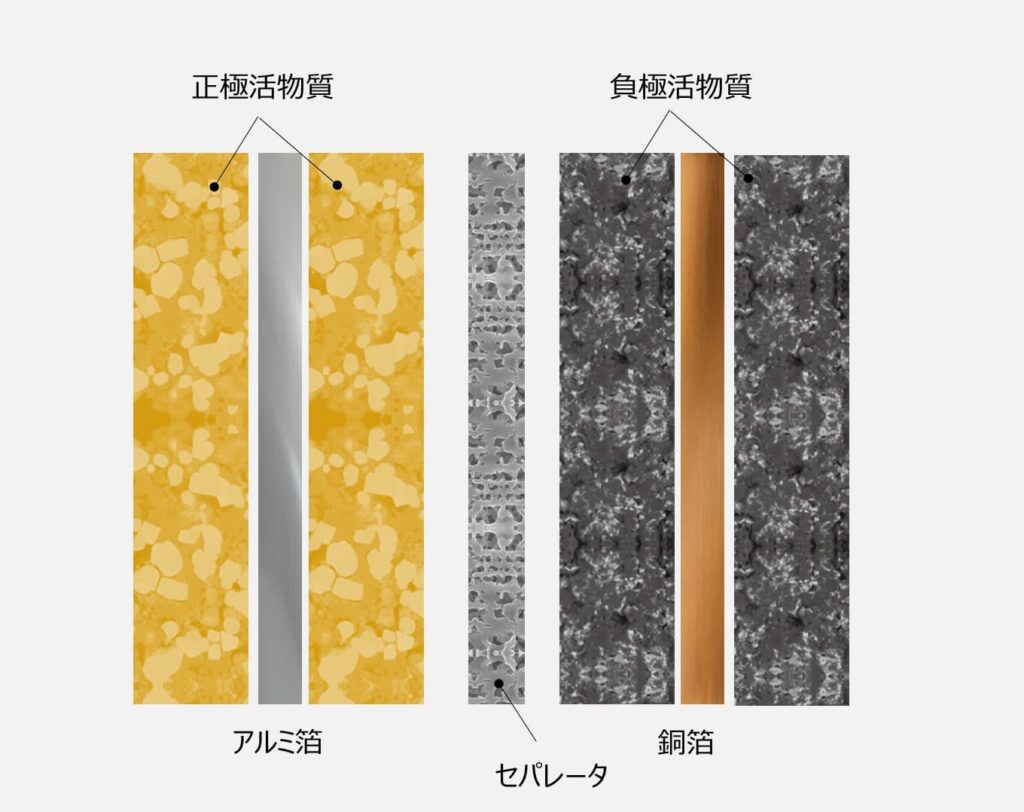
上図は、シートの断面イメージです。
負極は、銅箔をグラファイトを含む負極活物質でラミネートされ、正極は、アルミニウム箔酸を化リチウムを含む粒子でラミネートした構造になっています。
活物質の厚みを厚くすることでエネルギー密度を高める
グラファイト負極とリチウム金属酸化物正極は活物質です。エネルギーを貯蔵したり、放出したりする化学反応に寄与します。銅箔やアルミ箔ような材料はエネルギーを貯蔵したり放出したりしないため、「不活性材料」と呼ばれます。
エネルギー密度を上げるための明らかな方法のひとつは、電極箔に正極と負極の活物質を厚くラミネートすることで、不活性物質(アルミ箔やセパレータ)の比率を下げることです。ただ、これまで分厚い活物質を電極箔上にラミネートすることは困難でした。
なぜ分厚くできないのか?
テスラを含む電池セルメーカーは、エネルギー密度を高めるために電極箔の両面に活物質をできるだけ厚く塗ることを目指して研究開発をしていますが、長年実現できていません。大きく以下の2点のデメリットが解消できないためです。
- ウェット成膜では限界がある
- 充放電速度が低下する
それぞれの課題を順に説明します。
ウェット成膜(スラリー塗工)では限界がある

一般的なウェットコーティング技術では、電極を厚くコーティングしすぎると電極に欠陥が生じる可能性があります。バッテリーメーカーは通常、50~80μmの活物質を電極に塗布することが限界でした。
しかし、テスラはウェットコーティングではなく、ドライコーティングプロセスを採用しています。ドライプロセスでは、最大1mm(1000μm)の超厚い活物質層を積層することができ、これは一般的なウェット・コーティング電極の10倍以上の厚さです。
実際、テスラはすでにこの利点を生かして、例えばLG化学から購入するバッテリーセルよりも50%厚い活物質を電極箔にコーティングしていることが知られています。
ドライプロセスとは
活物質、バインダー、導電助剤を混ぜ、熱と圧力を使って集電体にラミネートする方法です。従来のスラリープロセスと異なり乾燥が必要ないため、製造時間と消費エネルギーを低く抑えることができます。テスラは既に、4680セルの負極にドライプロセスを利用しています。

充放電速度が低下する
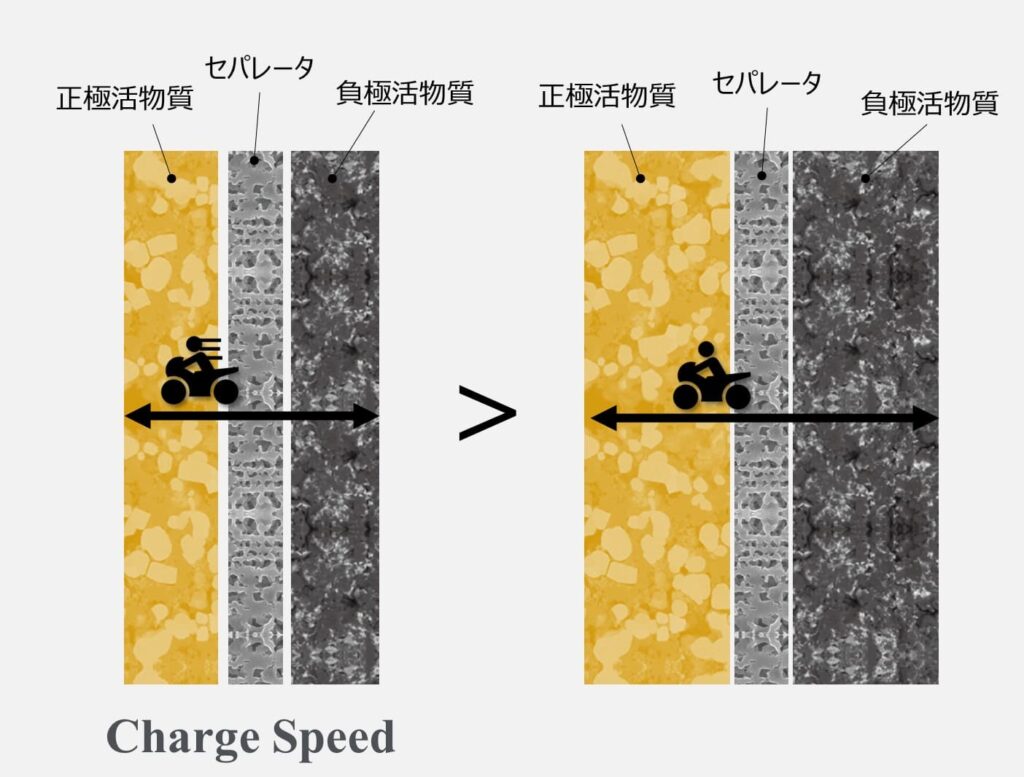
メーカーが電極をできるだけ厚く積層しない2つ目の理由は、活物質を厚くするとエネルギー密度は高まる一方で、電池セルの充放電速度が低下するためです。
活物質層が厚いと、電池セルの充放電時に正極と負極の間で発生するリチウムイオンの流れが遅くなります。つまり、エネルギー密度を高めるためには活物質を厚く塗工する必要がありますが、より速い充放電速度を実現するには薄く活物質を塗工する必要があるのです。
非対称ラミネートでバランスを取る
エネルギー密度を高めつつ、急速充電を可能とするために、テスラは非対称ラミネートを検討しています。ただ、より高い出力密度を実現するために電極面を薄くしても、おそらくバッテリー充電の最初の25~30%程度しか効果は得られないと考えられます。
主張されている10~20%の増加には、より多くのニッケルを使用する高エネルギー密度の正極材料(NMC955)へのアップグレードも含まれ、10%のエネルギー密度向上の内3%程度は含まれるものと考えられます。
非対称ラミネートのデメリット
その上で、非対称ラミネーションで何がうまくいかず、問題を引き起こす可能性もあります。
サイクル寿命の問題・膨張収縮の影響などによる劣化
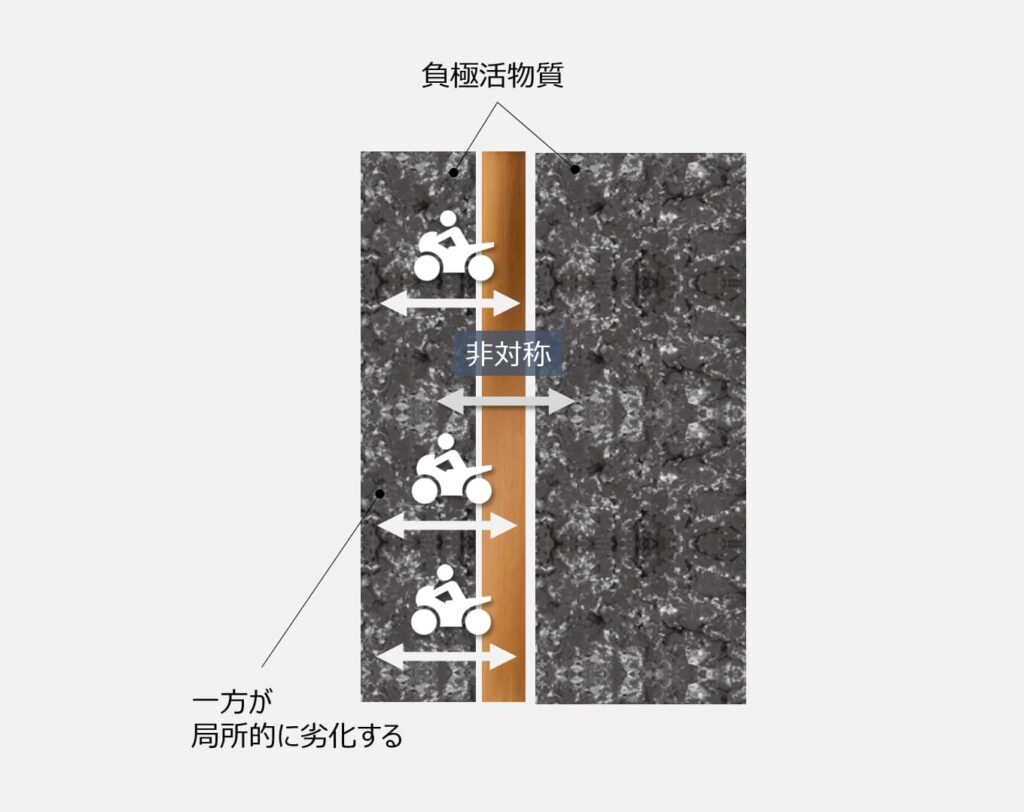
サイクル寿命に関しては、厚さの不一致が大きい電極は、サイクル寿命を低下させる不均等な劣化を引き起こすかもしれません。薄い側の活物質での充放電が積極的に行われ、薄い方が劣化が早く進行することも考えられます。薄くなった電極での電気化学的活性が高まるということであり、膨張と収縮、より大きな熱応力、より多くの副反応など、それに伴うあらゆる劣化メカニズムが偏って発生する可能性があります。
実際はその逆で、非対称電極はサイクル寿命を延ばすことができる、という研究結果もあります。「Asymmetric Electrode for Suppressing Swelling in Commercial Lithium-Ion Batteries(市販リチウムイオン電池の膨張を抑制する非対称電極)」という論文の結論は、非対称ラミネーションは、充放電に伴うバッテリーセル内の膨張収縮圧力を方向付けてくれる、結果としてサイクル中の剥離や座屈が減少し、バッテリーセルの平均サイクル寿命が向上したとのことです。
注意すべき点は、この論文では最大15%のラミネーション厚さの違いしかテストしていません。電池セルの片側の電極の厚みを15%増やしても、エネルギー密度の向上はせいぜい3%程度となります。10%以上のエネルギー密度の増加に近づけるには、活物質の厚みに50~100%以上差をつけるにする必要があります。
製造上の課題
非対称ラミネーションでうまくいかない可能性の2つ目は、製造が困難になることです。テスラのドライ電極製造技術のラミネーション工程の一部にカレンダー加工があり、活物質がローラーによって適切な厚さ(同時に気孔率も変わる)に圧縮されます。
通常、対称的なコーティングを施した材料がローラーを通過すると、材料の各面は均等にコーティングされ、均等な圧縮を経験することになる。非対称の電極をローラーに通すと、例えば、コーティングの片側が圧縮されすぎたり、十分に圧縮されなかったりする可能性があります。
4680セルへの実装時期は不明
非対称ラミネーションが4680セルで実用化される時期は不明です。そもそも、検討が始まったばかりなのか、それとも数カ月から数年にわたり他の装置で新しいラミネーションプロセスの問題点を解決してきたのかによります。
非対称ラミネーションの研究が少ない理由
電極の非対称ラミネーションに関する研究は少ないです。出力密度を維持しながら電池セルのエネルギー密度を向上させるための良い手段に見えますが、一般的に電極の製造に使用されるスラリーを利用したプロセスでは、高い生産率で活物質を確実にコーティングできる厚さに限界があるため、電極コーティングの片側を50~100%厚くすることが、あまり研究されてこなかったのではないかと思います。
まとめ
テスラは、非対称ラミネーション電極という新しい電池技術を用いて、エネルギー密度の向上と充放電速度の増加を目指しています。この非対称ラミネーション電極は、電極箔の片面を通常より厚くしてエネルギー密度を増加させ、もう片面を通常通りか少し薄くして出力密度と充電速度を向上させるというものです。テスラはこの技術を4680バッテリーセルに試みており、エネルギー密度が10〜20%向上する見込みであるとされています。
実装は未定で噂程度ですが、これの技術が実用化されれば、テスラの内製電池の性能がより一層向上することになります。
関連記事

コメント